

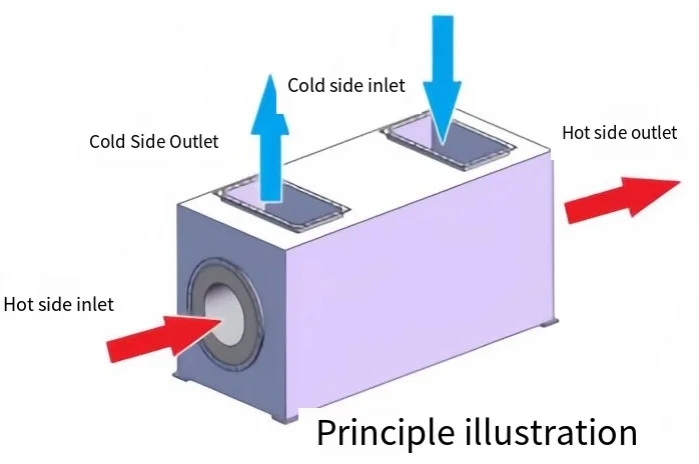
Our exhaust waste heat recovery heat exchanger is a state - of - the - art solution designed to optimize energy usage in various
industrial processes. This innovative device is engineered to capture and recycle the waste heat from exhaust gases, turning what
was once wasted energy into a valuable resource.
Products Description

Boiler energy-saving heat exchanger



Key Features
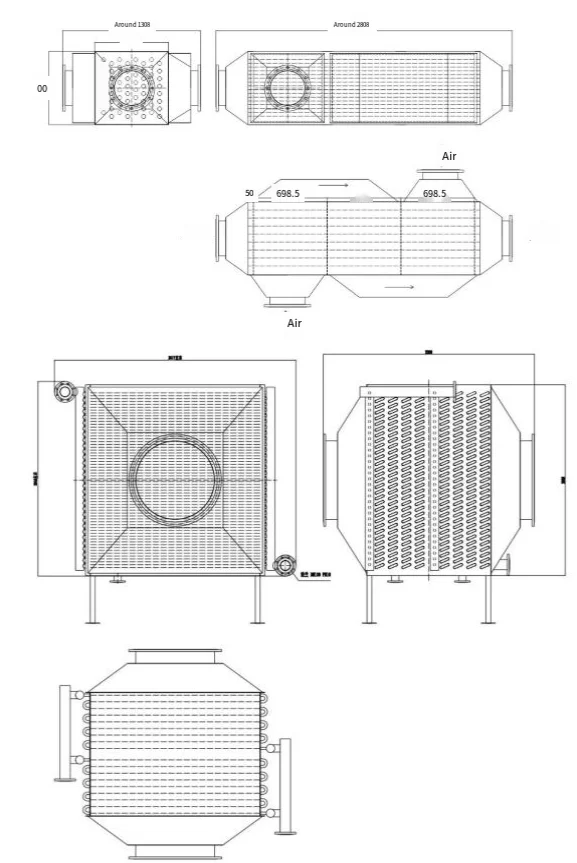
* High - Efficiency Heat Transfer: Equipped with advanced heat transfer technology, our heat exchanger can achieve an extremely
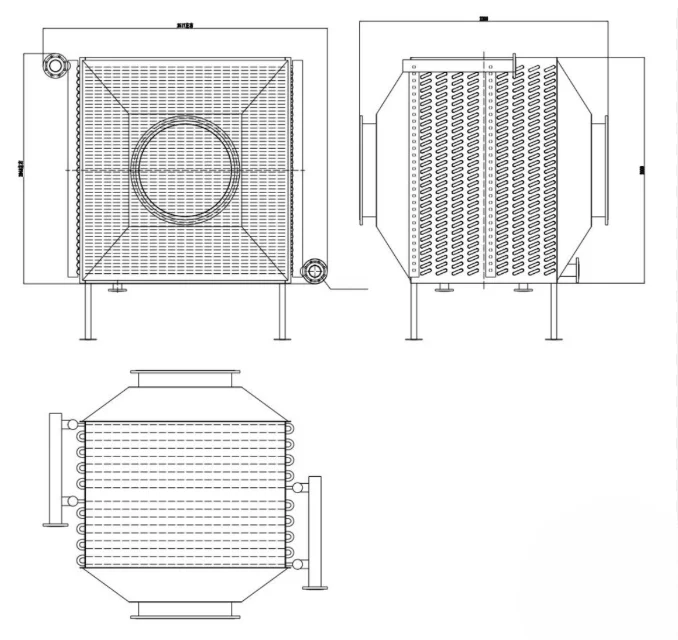
high heat transfer coefficient. The carefully designed internal structure, including finned tubes and baffles, maximizes the
contact area between the exhaust gas and the working fluid, ensuring efficient heat exchange. This results in a significant
reduction in energy consumption and operational costs.
* Robust Construction: Built with high - quality stainless steel and other corrosion - resistant materials, the heat exchanger is
highly durable and can withstand harsh industrial environments. It has excellent resistance to high temperatures, pressure, and
chemical corrosion, guaranteeing a long service life with minimal maintenance requirements.
* Customizable Design: We understand that different industries have unique requirements. Therefore, our heat exchanger can be
customized in terms of size, shape, heat transfer capacity, and connection methods. Whether it is for a large - scale power
plant or a small - to - medium - sized factory, we can provide a tailored solution to meet your specific needs.
* Precise Temperature Control: The heat exchanger is equipped with a sophisticated temperature control system. This system allows
for accurate adjustment of the outlet temperature of the working fluid, ensuring stable and reliable operation of the entire
system. It can also be integrated with other industrial control systems for seamless automation.
high heat transfer coefficient. The carefully designed internal structure, including finned tubes and baffles, maximizes the
contact area between the exhaust gas and the working fluid, ensuring efficient heat exchange. This results in a significant
reduction in energy consumption and operational costs.
* Robust Construction: Built with high - quality stainless steel and other corrosion - resistant materials, the heat exchanger is
highly durable and can withstand harsh industrial environments. It has excellent resistance to high temperatures, pressure, and
chemical corrosion, guaranteeing a long service life with minimal maintenance requirements.
* Customizable Design: We understand that different industries have unique requirements. Therefore, our heat exchanger can be
customized in terms of size, shape, heat transfer capacity, and connection methods. Whether it is for a large - scale power
plant or a small - to - medium - sized factory, we can provide a tailored solution to meet your specific needs.
* Precise Temperature Control: The heat exchanger is equipped with a sophisticated temperature control system. This system allows
for accurate adjustment of the outlet temperature of the working fluid, ensuring stable and reliable operation of the entire
system. It can also be integrated with other industrial control systems for seamless automation.
Applications
* Power Generation: In power plants, it can recover waste heat from boiler flue gases, improving the overall efficiency of the
power generation process.
* Chemical Industry: It can be used to recover heat from chemical reaction exhaust gases, reducing energy consumption and
improving the economic efficiency of chemical production.
* Metallurgy: In the metallurgical industry, the heat exchanger can recover waste heat from blast furnace gases, electric arc
furnace exhaust, etc., providing pre - heated air or steam for the production process.
* Food and Beverage Industry: It can be applied to recover heat from drying processes, sterilization processes, etc., helping to
reduce energy costs and environmental impact.
power generation process.
* Chemical Industry: It can be used to recover heat from chemical reaction exhaust gases, reducing energy consumption and
improving the economic efficiency of chemical production.
* Metallurgy: In the metallurgical industry, the heat exchanger can recover waste heat from blast furnace gases, electric arc
furnace exhaust, etc., providing pre - heated air or steam for the production process.
* Food and Beverage Industry: It can be applied to recover heat from drying processes, sterilization processes, etc., helping to
reduce energy costs and environmental impact.
Video presentation
Manufacturing Technique
Benefits
* Energy Savings: By recovering and reusing waste heat, our heat exchanger can significantly reduce the consumption of primary
energy sources, such as coal, oil, and natural gas. This not only lowers energy costs but also helps to conserve natural
resources.
* Environmental Protection: Reducing energy consumption means reducing greenhouse gas emissions and other pollutants. Our heat
exchanger contributes to a cleaner and more sustainable environment by minimizing the environmental impact of industrial
processes.
energy sources, such as coal, oil, and natural gas. This not only lowers energy costs but also helps to conserve natural
resources.
* Environmental Protection: Reducing energy consumption means reducing greenhouse gas emissions and other pollutants. Our heat
exchanger contributes to a cleaner and more sustainable environment by minimizing the environmental impact of industrial
processes.


Recommend Products
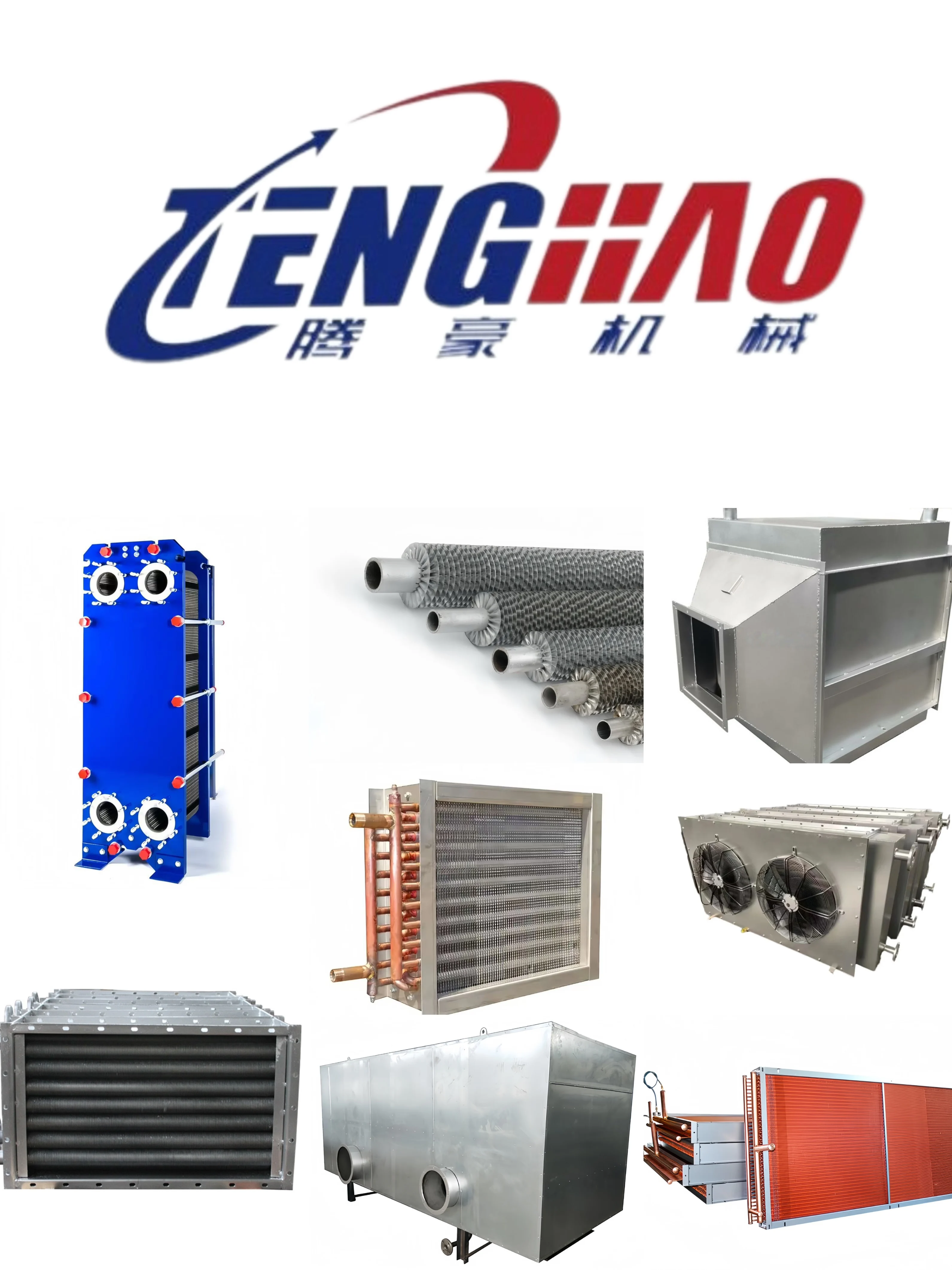
Company Profile


Product packaging

Contact information

FAQ
Q:Worry about your money? A: Trade Assurance can protect your money. (more information, pls contact me) Q: Are you trading company or manufacturer ? A: We are factory.specilizing in heat exchanger for over 10 years. Q:Are your products customized? A:Yes,the products in the website are only the common type or the previous types from other customers,we can supply the newproducts according to your requirements or drawings. Q: How long is your delivery time? A: Generally it is 10-15 days if the goods are in stock. or it is 15-20 days if the goods are not in stock, it is according to quantity. Q: WHY CHOOSE US? A:We have strong technical force, with more than 10 years of experience in research and development of heat exchangers,We are committed to providing our customers with the most suitable heat transfer equipment and efficient energy saving needs.
