Introduction to Forced Draft Finned Tube Exchangers
Forced draft finned tube exchangers represent a technological leap in the field of heat transfer design. These exchangers combine innovative finned tube arrangements and forced airflow mechanisms to enhance thermal efficiency. Whether used in industrial refrigeration units, HVAC systems, or cleanroom environments, their ability to optimize heat transfer while maintaining low energy consumption makes them indispensable for modern applications. Utilizing materials like corrosion-resistant copper, stainless steel tubes, and high-performance aluminum fins, these systems are engineered to deliver superior durability and effectiveness.
Core Features and Benefits
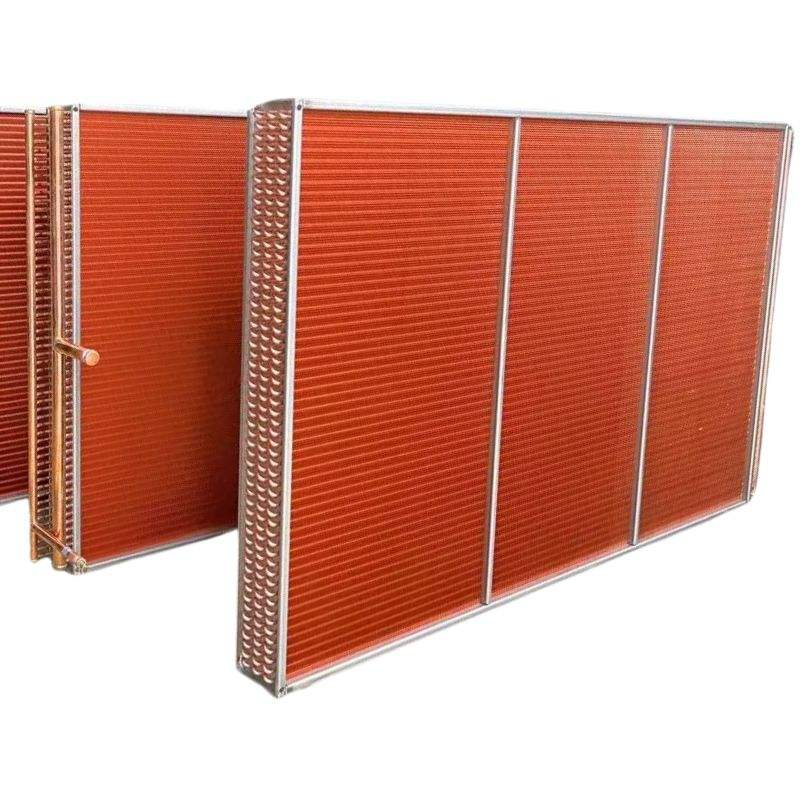
The High-Efficiency Finned Tube Heat Exchanger is a prime example of cutting-edge forced draft finned tube exchangers. These systems are purpose-built to meet specific industry needs, offering modular designs and customizable configurations like models BC-500 and BC-800. Their standout features include:
1. **Thermal Efficiency**: With heat exchange efficiency exceeding 80% and corrugated fins boosting surface contact, these exchangers drastically improve performance under varying conditions.
2. **Low Energy Loss**: Reduced wind resistance, capped at ≤50Pa under standard conditions, ensures smooth airflow while keeping energy consumption minimal.
3. **Wide Operational Range**: The capability to function in temperatures from -20℃ to 120℃ makes them versatile across different industrial environments.
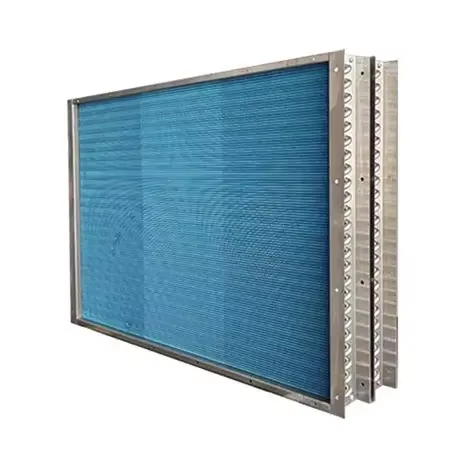
4. **Corrosion Resistance and Robust Design**: Options for epoxy-coated surfaces and stainless steel tubing make these exchangers ideal for high-humidity or corrosive environments. Their anti-freezing protection feature—including electric heating and drainage systems—also safeguards performance in colder climates.
Applications Across Industries
Forced draft heat exchangers, particularly finned tube types, are invaluable across a broad spectrum of industries. With their modular design and adaptability for multi-unit combinations, these systems support scaling in applications ranging from fresh air units to air handling systems. Some notable applications include:
1. **Electronics Factory Cleanrooms**: Maintaining tightly controlled conditions with 25℃ ±1℃ temperature and 50% ±5% humidity, these exchangers have proven their excellence. Paired with advanced filtration systems, they ensure optimal environmental stability.
2. **Commercial Complex Retrofitting**: Addressing challenges such as high energy consumption and operational noise, these exchangers deliver a 15% reduction in energy usage and an 8dB noise reduction. Their copper and aluminum fin designs significantly enhance performance while minimizing drag.
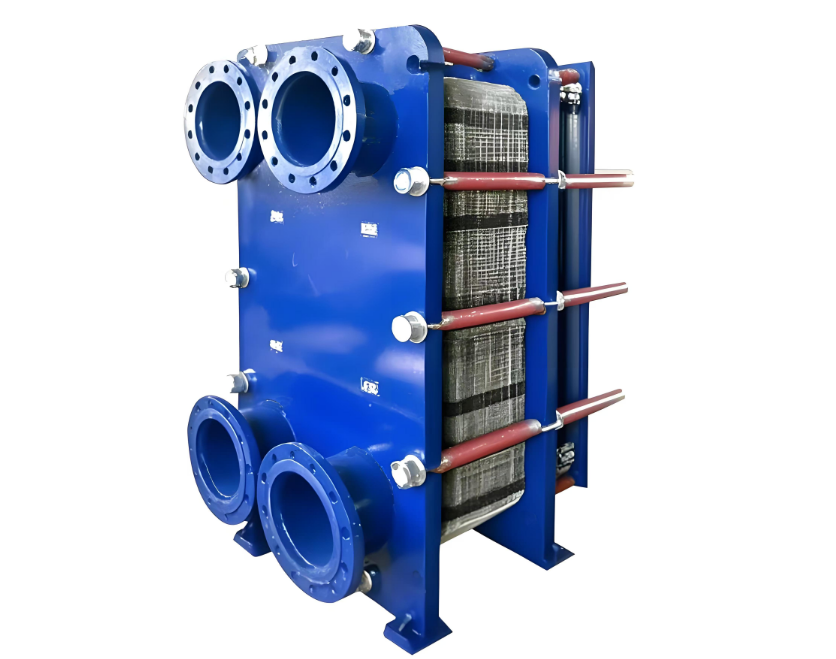
3. **Industries Requiring Forced Circulation**: Applications involving forced circulation heat exchangers, such as extensive HVAC operations, benefit from their customizable sizes and precision accessories like electric control valves and condensate pans.
Commitment to Sustainability and Reliability
Beyond performance, forced draft finned tube heat exchangers emphasize sustainability and reliability. With an 18-month warranty—extendable for key components—users can trust the durability of these systems. Additional services, like professional cleaning and technical installation guidance, ensure prolonged service life and consistent efficiency.
Incorporating forced draft finned tube heat exchanger technology into industrial operations doesn’t just improve thermal transfer—it elevates overall operational efficiency and environmental sustainability. From their unmatched heat transfer properties to robust design and flexible applications, investing in these exchangers is a smart choice for elevating your commercial or industrial performance.