Introduction to Forced Draft Finned Tube Exchangers
Forced draft finned tube exchangers are a cornerstone in modern industrial applications. These advanced systems are widely recognized for their exceptional efficiency in managing heat transfer processes. Utilizing high-quality heat transfer finned tubes, these exchangers deliver optimal thermal performance, making them indispensable in industries ranging from food processing to heavy-duty manufacturing.
Understanding Finned Tube Design and Applications
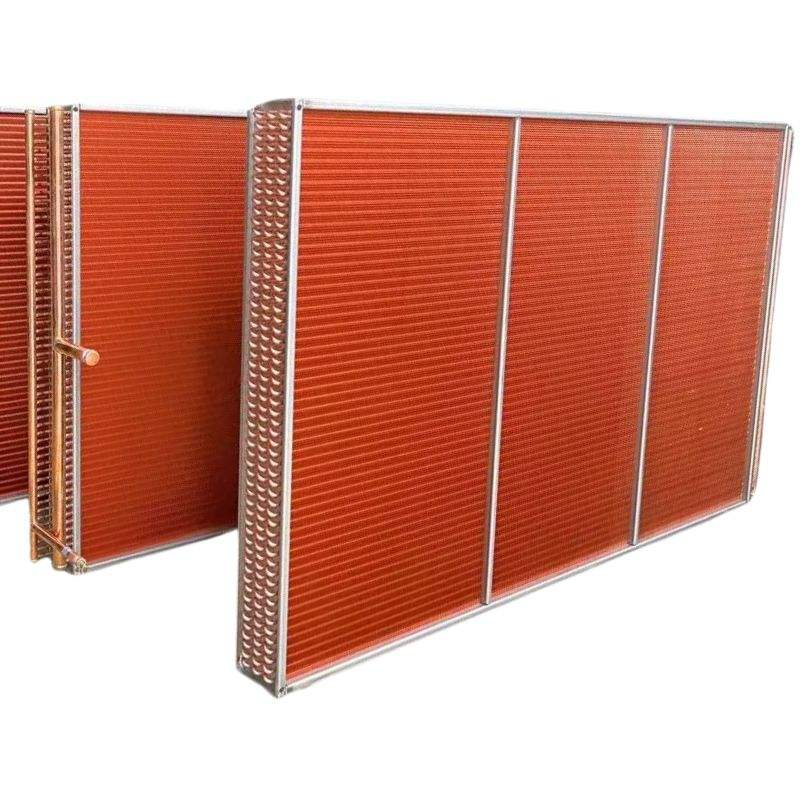
The design of finned tube heat exchangers revolves around maximizing surface area to facilitate efficient heat transfer. The fins, strategically constructed on these tubes, allow for greater heat dissipation, improving the overall thermal efficiency of the system. Finned tube applications are vast and versatile, including forced circulation heat exchangers used in food-grade systems to maintain precise temperature controls for perishable items like dairy and juices.
In the realm of industrial finned tube exchangers, material compatibility is crucial. Options such as 316L stainless steel, titanium alloys, and systems certified for FDA regulations ensure durability in acidic or alkaline environments. Whether tackling the pasteurization of milk or cooling fruit juice during international transfers, the robust construction of these exchangers lends reliability and longevity to their application.
Benefits of Forced Draft Heat Exchangers
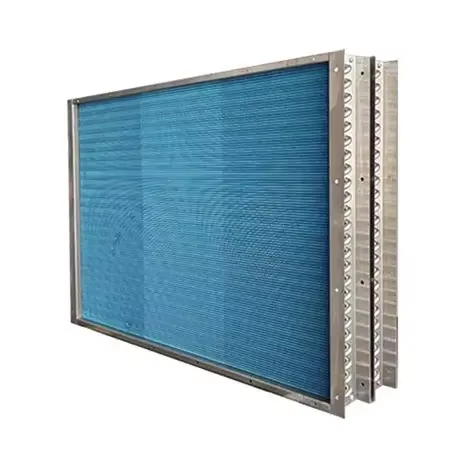
Forced draft heat exchangers come with an array of benefits that set them apart in the marketplace. Their thermal efficiency finned tubes enable operators to achieve high-speed heating and cooling processes while remaining environmentally sustainable. Industries reliant on scalability and hygiene—like food and beverage—benefit from their seamless design features, such as no-dead-corner constructions and cleanable surfaces (Ra≤0.5μm).
Moreover, finned tube exchanger benefits include their adaptability to high-pressure applications (up to 40 bar) and a broad temperature range (-20°C to 200°C). These capabilities allow operators to maintain precise thermal regulation while ensuring the safety of food-grade products throughout the processing chain. From dairy pasteurization systems to juice cooling mechanisms, the versatility of forced draft heat exchangers makes them invaluable in diverse sectors.
Maintenance and Sustainability
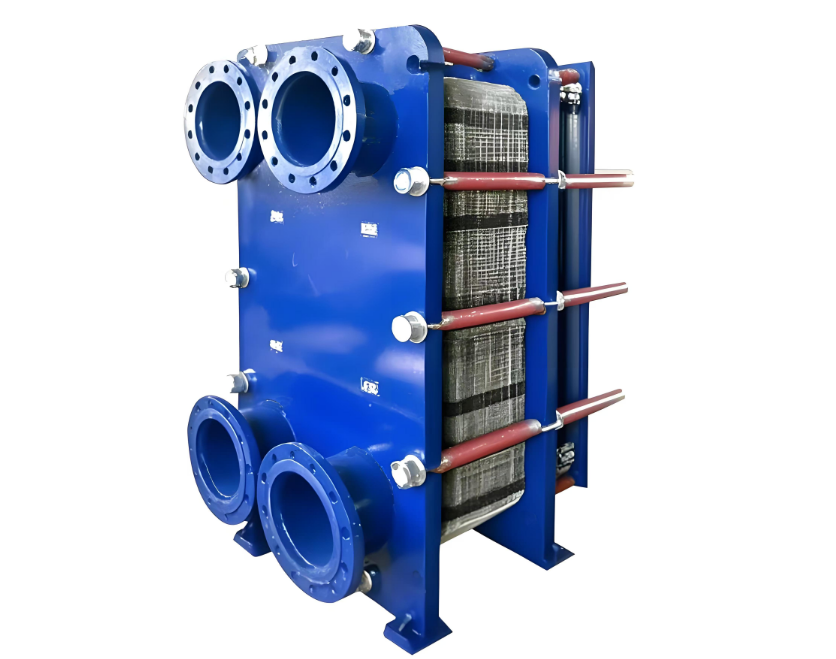
Maintenance is a critical aspect of sustaining the efficiency of these forced circulation heat exchangers. Regular inspections of seals and annual professional disassemblies ensure longevity and reliability. Built to withstand rigorous cleaning processes, including exposure to concentrations of NaOH up to 4% at 80°C, these exchangers are compatible with strict sanitation protocols essential in food-grade environments.
The sustainable design transcends routine maintenance. Systems are tailored to minimally impact the environment while maintaining operational efficiency. With certifications like ISO 14159 and EHEDG, these exchangers promise dependable performance, ensuring smooth operations for years to come.
Conclusion
Forced draft finned tube exchangers have revolutionized how industries manage heat transfer. The perfect marriage of innovative finned tube design, stringent hygiene standards, and reliable material choice makes these systems a critical asset to various sectors. Whether you’re involved in milk pasteurization, juice processing, or any other heat-sensitive operation, these heat exchangers deliver unparalleled thermal efficiency, durability, and scalability. Adopting these solutions is a step towards fostering sustainable growth and robust industrial performance.