Introduction to Forced Draft Finned Tube Exchangers
Heat exchanger technology is integral to industries like desalination and petrochemicals, where efficient thermal energy transfer plays a pivotal role. The importance of forced draft finned tube exchangers cannot be overstated. These advanced systems utilize finned tube designs, maximizing surface area for heat exchange, thereby ensuring optimal performance in challenging environments. Their combination of efficiency and durability makes them indispensable for applications where precision and sustainability are key.
How Forced Draft Finned Tube Heat Exchangers Work
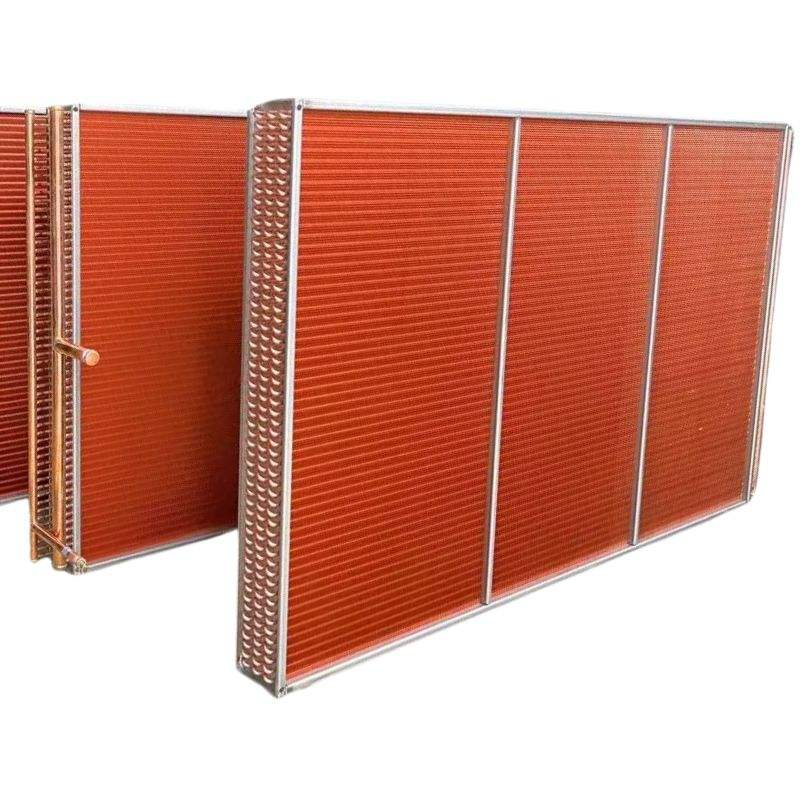
Forced draft heat exchangers leverage forced air circulation to enhance thermal transfer efficiency. This method utilizes industrial finned tube exchangers, which are engineered to operate with high thermal conductivity and reliability. The primary function of finned tube heat exchangers is to provide superior heat transfer, which is achieved through the innovative use of heat transfer finned tubes. These tubes are equipped with fins—thin metallic extensions that significantly increase the effective surface area—thus speeding up the transfer of energy between fluids.
Finned tube exchangers are particularly effective in applications requiring low-temperature operations. For instance, in the Multi-Effect Distillation (MED) system for desalination mentioned earlier, finned tube designs are optimized to operate at temperatures below 70°C. This is crucial for minimizing scaling issues while ensuring high thermal efficiency, a hallmark of MED systems.
Applications and Benefits of Finned Tube Exchangers
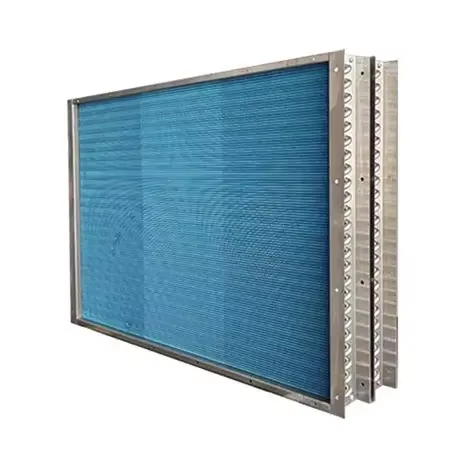
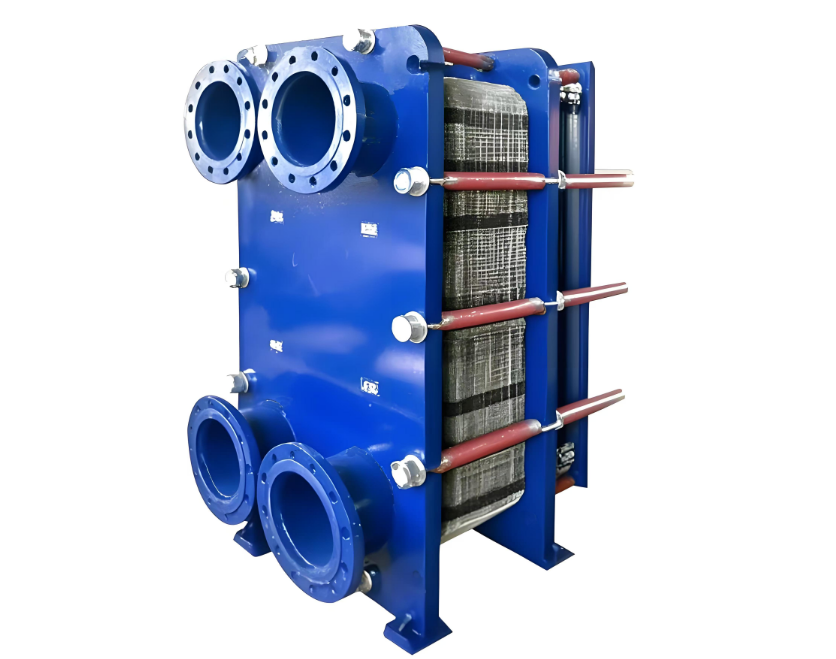
The versatility of finned tube heat exchangers makes them invaluable across various industries. Finned tube applications include usage in desalination plants, HVAC systems, petrochemical refineries, and energy production facilities. In the context of the MED system, forced circulation heat exchangers play a key role in maintaining the energy-efficient process of multi-effect evaporation.
These systems offer several advantages such as reduced energy consumption, enhanced heat transfer efficiency, and greater operational reliability. The finned tube exchanger benefits are particularly evident in projects like the Fujairah desalination plant in UAE, where waste heat is utilized efficiently, or in Zhoushan, China, where nuclear waste heat powers desalination processes. The ability to co-produce secondary outputs, such as refined salts and industrial-grade materials, adds another dimension to their utility.
The Role of Material Innovations in Finned Tube Technology
Advanced materials further elevate the performance of finned tube heat exchangers. For instance, in these systems, graphene-coated heat transfer tubes are employed to enhance thermal efficiency by up to 15%. Additionally, super duplex steel ensures resistance to chloride corrosion, significantly extending the operational life of the exchanger. These material breakthroughs combine with intelligent technologies—such as AI-driven dynamic optimization tools and digital twin systems—to ensure precise control, enabling finned tube systems to adapt dynamically to varying operational conditions.
Conclusion: The Future of Finned Tube Technology
As industries move toward higher efficiency and sustainability, finned tube design innovations continue to evolve. Future applications include integration with hybrid systems such as MED-RO setups, solar thermal MED systems, and industrial waste heat recovery technologies. Forced draft finned tube exchangers, with their unmatched thermal efficiency, durability, and flexibility, stand at the forefront of technological progress. Whether used in desalination, thermal energy recovery, or industrial cooling, these systems represent engineering sophistication at its finest.